Экологическая экспертиза и аудит
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ИНСТИТУТ ПРИРОДОПОЛЬЗОВАНИЯ
ИЗДО
Контрольная работа по дисциплине
”Экологическая экспертиза и аудит”
Выполнил ст.гр.: м-ЕД-09
Тимошенко А.В.
Проверил: проф. Шапаров А.Г.
Днепропетровск
2010
План
1. Основание для проведения ОВОС
1.1 Сведения о документах, являющихся основанием для разработки проектно-сметной документации в целом и раздела ОВОС.
2. Общая характеристика объекта
2.1 Общая характеристика планируемой деятельности
2.3 Краткое описание технологии
2.3.1 Сортамент, программа производства, годовой фонд рабочего времени
3. Физико-географическая и климатическая характеристики района строительства объекта проектируемой деятельности
3.1 Перечень и характеристика источников воздействия на окружающую среду
4. Оценка воздействия планируемой деятельности на окружающую среду.
4.1 Климат и микроклимат
4.2 Воздушная среда
4.2.1 Характеристика источников выбросов загрязняющих веществ
5. Геологическая среда
6. Водная среда
6.2 Производственное водоснабжение
6.3 Водоотведение
6.3.1 Производственная канализация
6.3.2 Хозяйственно-бытовая канализация
6.3.3 Дождевая канализация
7. Почва, земельные ресурсы
8. Окружающая техногенная среда
8.1 Растительный и животный мир, заповедные объекты
9. Оценка воздействия планируемой деятельности на окружающую социальную среду.
9.1 Оценка возможности возникновения аварийных ситуаций
9.2 Отходы производства и их утилизация
10. Комплексные мероприятия по обеспечению нормативного состояния
окружающей среды и экологической
11.Охрана окружающей природной среды в процессе строительства.
Перечень использованных нормативно-методических документов и источников информации
загрязняющий вещество выброс утилизация
1. Основание для проведения ОВОС
1.1 Сведения о документах, являющихся основанием для разработки проектно-сметной документации в целом и раздела ОВОС
В настоящей части проекта рассмотрены аспекты охраны окружающей природной среды после реконструкции ТЭСЦ № 2 ОАО «Интерпайп НМТЗ» с организацией участка по нанесению трехслойного наружного полимерного антикоррозионного покрытия на трубы диаметром 159-530 мм.
Проведена оценка воздействий проектируемой деятельности на различные компоненты природной среды, а также социальную и техногенную среды.
Работа выполнена в соответствии с ДБН А.2.2-1-2003 «Состав и содержание материалов оценки воздействий на окружающую среду (ОВОС) при проектировании и строительстве предприятий, зданий и сооружений. Основные положения проектирования».
Выполненный в работе анализ видов и уровней воздействия на окружающую среду показывает, что реконструкция ТЭСЦ № 2 не приведет к ухудшению экологических аспектов региона.
Основанием для разработки тома ОВОС является договор № 1290/2, а также «Задание на разработку ОВОС» (приложение А) с целью определения воздействий на окружающую среду после реконструкции ТЭСЦ № 2 ОАО «Интерпайп НМТЗ» с организацией участка по нанесению трехслойного наружного полимерного антикоррозионного покрытия на трубы диаметром 159-530 мм.
Целью ОВОС является определение приемлемости и целесообразности проектируемой деятельности с точки зрения обеспечения безопасности окружающей среды.
В настоящих материалах ОВОС установлены изменения состояния геологической, воздушной, водной сред, почвы, растительного и животного мира, социальной среды, техногенной среды, рассмотрен вопрос образования и утилизации производственных отходов.
В состав материалов ОВОС входит «Заявление об экологических последствиях» (ЗЭП), являющееся юридическим документом о сути этих последствий и гарантиях выполнения мероприятий по обеспечению экологической безопасности на весь период осуществления проектируемой деятельности и представляющее собой резюме ОВОС. В соответствии со статьей 34 Закона Украины «Об экологической экспертизе», ЗЭП оглашается Заказчиком через средства массовой информации.
2. Общая характеристика объекта
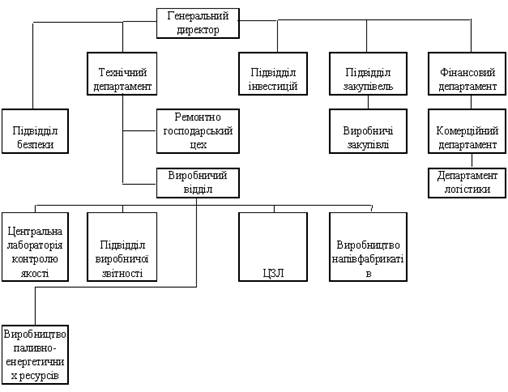
2.1 Общая характеристика планируемой деятельности, организация производственной структуры
Таблица 2.2 Организационная схема производственной структуры ВАТ Интерпайп НМТЗ
Настоящий рабочий проект предназначен для организации в ТЭСЦ № 2 ОАО «Интерпайп НМТЗ» участка по нанесению трехслойного полимерного антикоррозионного покрытия на трубы диаметром 159-530 мм.
В настоящее время в большинстве стран мира при прокладке газопроводов и нефтепроводов используются трубы как с наружным, так и внутренним защитным покрытием, поскольку такие трубы имеют увеличенный эксплуатационный срок службы без капремонтов, требуют меньших материальных затрат на их обслуживание.
Отказ от проекта лишит завод возможности выпуска конкурентно способной продукции и получения при этом дополнительной прибыли, что снизит темпы развития предприятия, обновления технологического оборудования, что в условиях рыночной экономики является нецелесообразным.
По размещению предусматриваемые решения не имеют альтернативы, так как целесообразность организации на ОАО «Интерпайп НМТЗ» производства труб с наружным покрытием, а в дальнейшем и с внутренним покрытием обоснована возможностью использования существующих производственных зданий, коммуникаций. При этом используются существующие объекты энергоснабжения, вспомогательного и обслуживающего назначения. Имеется квалифицированный производственный персонал, что значительно сокращает время на затраты и освоение оборудования и технологии.
Для организации производства труб с наружным антикоррозионным покрытием предусматриваются следующие основные реконструктивные мероприятия в ТЭСЦ № 2:
восстановление существующего транспортного рольганга в пролете Г-Д вдоль ряда Д в осях колонн 21 -28;
сооружение трех поперечных стеллажей с транспортным рольгангом для накопления труб;
переустройство склада готовой продукции в пролете Е-Ж в осях колонн 4-13 и 23-28 для складирования и хранения труб с наружным антикоррозионным покрытием;
дооборудование существующих помещений в пролете В-Г вдоль ряда Г в осях колонн 1-4 и 7-12 и склада на участке ГСМ для хранения материалов покрытия.
Перечень технологических операций участка по нанесению трехслойного наружного полимерного антикоррозионного покрытия на трубы диаметром 159-530 мм принят в соответствии с материалами контракта на поставку оборудования.
2.3 Краткое описание технологии
Ниже приведено описание технологического процесса производства труб диаметром до 530 мм с наружным антикоррозионным покрытием.
Трубы со склада в пролёте Г-Д или с участка окончательной выдачи труб передаются при помощи существующего транспортного рольганга на накопительные поперечные стеллажи при помощи перекладывателей, либо на входной рольганг участка нанесения наружного покрытия.
Далее, трубы транспортным рольгангом подаются на установку промывки наружной поверхности щелочным раствором и водой температурой 50^-60 °С, затем в газовую печь сушки, где производится нагрев труб до температуры 50 °С
![]() Стены печи сконструированы так, чтобы уменьшить потери тепла и обеспечить бесперебойную работу. Входные и выходные отверстия печи снабжены сменными шиберами.
Стены печи сконструированы так, чтобы уменьшить потери тепла и обеспечить бесперебойную работу. Входные и выходные отверстия печи снабжены сменными шиберами.
В нижней части печи установлены 2 газовые горелки. Горелки питаются воздушно-газовой смесью от смесителя с вентилятором и контрольными клапанами. Расход природного газа составляет 45 м3/час, годовой расход газа - 306 тыс. м3/год.
Печь снабжена необходимыми стандартными системами защиты и контроля.
Продукты сгорания природного газа через выбросную трубу отводятся в атмосферу.
После этого трубы поступают на установку дробемётной очистки, где колотой дробью очищается наружная поверхность труб до степени Sa 2х 12 по ISO 8501-1 и создается микрорельеф поверхности с шероховатостью Rz=50-100 мкм. Для повторного использования дроби производится ее регенерация и очистка. Дробь очищается от ненужных частиц через сито. Система воздушной очистки очищает дробь от пыли. Очистка вентиляционного воздуха пылесборника установки дробемётной машины оснащается кассетным фильтром с системой регенерации сжатым воздухом. Максимальное содержание пыли в очищенном воздухе не более 3 мг/м3.
Далее трубы с выходного транспортного рольганга за дробемётной установкой при помощи сбрасывателей передаются на поперечную решетку к установке продувки труб, где при помощи мощного вентилятора из внутренней полости удаляется металлическая пыль и остатки дроби. В процессе работы камера для сбора пыли, установленная на тележке, надвигается на задний конец трубы и закрывает его с помощью резиновых уплотнений. Там же установлен пылесборник, оснащенный кассетным фильтром, обеспечивающим очистку запыленного воздуха до концентрации не более 3 мг/м3.
Затем трубы поступают на инспекционную площадку, где контролируется степень очистки, шероховатость поверхности и степень обеспыленности, а также проводится мелкий ремонт дефектов наружной поверхности труб (зачистка поверхности шлифовальным кругом).
На трубы, прошедшие контроль наружной поверхности, устанавливаются специальные «ниппеля», обеспечивающие центрирование концов смежных труб при образовании непрерывной трубной плети, что позволяет обеспечить необходимую равномерность технологического процесса покрытия труб.
Трубы, прошедшие мелкий ремонт дефектов наружной поверхности, по обводному рольгангу передаются на повторную обработку наружной поверхности для создания необходимого микрорельефа поверхности и шероховатости.
После контроля очистки наружной поверхности, трубы по поперечному стеллажу подаются на колесный рольганг линии изоляции, при этом производится позиционирование сварного шва (совмещение сварного шва предыдущей и последующей труб) и осуществляется «догон» предыдущей трубы и соединение труб в непрерывную плеть.
Трубная плеть по колёсному рольгангу перемещается через установку хроматирования, где на наружную поверхность труб наносится хроматный раствор. Установка оснащается вентиляцией. Содержание хромата в выбросах вентсистемы минимальное и составляет следы.
Непосредственно за установкой хроматирования, с целью исключения контакта транспортных роликов с жидким хроматом, расположена индукционная печь, обеспечивающая нагрев труб до температуры 220°С и способствующая наиболее благоприятному режиму протекания термохимической реакции хроматного раствора с металлом трубы.
После прохождения индукционной печи на стыки трубной плети на участке длиной 50-100 мм наклеивается термостойкая бумажная лента для предотвращения попадания праймера на металл.
![]() Далее трубы поступают в зону нанесения наружного покрытия (нанесение эпоксидного праймера, адгезива, полиэтилена). В установке нанесения эпоксидного праймера на нагретые трубы методом электростатического напыления наносится слой эпоксидной порошковой краски толщиной от 100 до 500 мкм. Камера нанесения эпоксидного порошка оснащается вентиляционной установкой с кассетным фильтром с очисткой запыленного воздуха до 3 мг/м3.
Далее трубы поступают в зону нанесения наружного покрытия (нанесение эпоксидного праймера, адгезива, полиэтилена). В установке нанесения эпоксидного праймера на нагретые трубы методом электростатического напыления наносится слой эпоксидной порошковой краски толщиной от 100 до 500 мкм. Камера нанесения эпоксидного порошка оснащается вентиляционной установкой с кассетным фильтром с очисткой запыленного воздуха до 3 мг/м3.
На неотверждённый слой эпоксидной краски методом боковой экструзии с прикаткой слоя к трубе мягким роликом с антиадгезионной поверхностью наносится слой клея (адгезива) толщиной от 150 до 400 мкм.
Далее на слой клея методом боковой экструзии экструдерами через плоскощелевую головку наносится наружный слой покрытия из полиэтилена низкой, средней плотности, бимодального полиэтилена или полипропилена. Толщина сплавленных слоев - от 2 до 5 мм (в зависимости от требований потребителя). Наружный слой покрытия прикатывается к трубе мягким роликом с антиадгезионной поверхностью. При нанесении покрытия обеспечивается равномерность толщины покрытия, как по основному телу трубы, так и в зоне сварного шва (система обнаружения сварного шва и система нагона материала или дополнительного впрыска его). Установка нанесения экструзионного покрытия оснащается вентиляционной системой.
После нанесения покрытия перед подачей трубной плети в зону охлаждения производится операция разрезания покрытия на стыках труб.
Далее, труба с покрытием поступает на участок охлаждения, где осуществляется охлаждение ее до температуры 60 °С. Охлаждение происходит в два этапа. На первом этапе, до первого контакта, не отвердевшего покрытия с транспортными роликами, охлаждение производится путем распыления воды на наружную поверхность трубы. На втором этапе охлаждение производится путем обильного полива воды на наружную поверхность.
Во второй зоне охлаждения труб производится контроль толщины покрытия.
При этом, определяются участки, имеющие толщину покрытия ниже заданной, регистрируются показания толщиномера в электронном виде, производится автоматический контроль и учёт общего расхода материалов, нанесённых на конкретную трубу, и, в целом, по данному заказу.
В процессе нанесения покрытий происходит компьютерное сопровождение технологических операций и контроль температуры нагрева труб, а также всех основных параметров и режимов технологического процесса. Режимы работы агрегатов и измеряемые параметры заносятся в компьютерную память с привязкой к конкретной трубе и сохраняются в качестве сдаточных документов. Наряду с контролем температуры труб, выполняется автоматическое поддержание её в заданных технологических пределах.
Трубы с участка охлаждения при помощи сбрасывателей передаются на поперечный стеллаж, где производится удаление остатков воды из внутренней полости труб и, далее, на установку щёточной зачистки концов труб, где на расстоянии 100-200 мм от торца труб удаляется покрытие и обеспечивается плавный переход покрытия к телу трубы (фаска) не более 30°. Пылесборники установки очистки труб оснащаются вентиляционными системами с очисткой в кассетных фильтрах. Выброс очищенного воздуха производится в воздух рабочей зоны.
После зачистки концов, трубы поступают на инспекционную площадку, где контролируется внешний вид, перепроверяется, при необходимости, толщина покрытия.
Затем трубы при помощи отводящего рольганга (конвейера) перемещаются на установку автоматического нанесения маркировки. Маркировка наносится на внутреннюю или, при необходимости, на наружную поверхность трубы, производится окончательный контроль (наличие маркировки, внешний вид, и т.д.) и, при необходимости, на свободные от покрытия концы труб по требованию потребителя наносится консервационное покрытие.
Принятые трубы передаются при помощи сбрасывателей на поперечный стеллаж и далее в пролет Е-Ж на склад готовой продукции, отбракованные на ремонтный участок.
2.3.1 Сортамент, программа производства, годовой фонд рабочего времени
Сортамент труб и программа производства участка нанесения наружного покрытия определены заводом по прогнозируемой потребности 2007 года и приведены в таблице 1.
Таблица 1 Сортамент труб, программа производства участка нанесения наружного покрытия
Диаметр труб, мм | стенки, мм | Часовая производительность по сдаче с КИО=0,8 | Годовой объем производства | ||||
| т/ч | шт/ч | м2/ч | т | шт | м2 | |||
168,0 219,1 273,1 323,9 | 6,4 | 9,9 | 32,3 | 205,0 | 18668,0 | 60888,0 | 386105,0 |
| 7,0 | 14,4 | 32,7 | 270,0 | 16611,0 | 37806,0 | 312115,0 | |
| 7,5 | 19,2 | 32,5 | 335,0 | 11931,0 | 20239,0 | 208268,0 | |
| 7,9 | 24,2 | 32,8 | 400,0 | 16671,0 | 22565,0 | 275396,0 | |
| 355,6 406,4 508,0 530,0 | 8,7 | 26,6 | 29,8 | 400,0 | 4209,0 | 4713,0 | 63150,0 |
| 7,9 | 24,3 | 26,1 | 400,0 | 9396,0 | 10085,0 | 154433,0 | |
| 8,7 | 26,8 | 20,9 | 400,0 | 19135,0 | 14885,0 | 284920,0 | |
| 9,0 | 27,8 | 20,0 | 400,0 | 15939,0 | 11486,0 | 229380,0 | |
| Итого | 112560,0 | 182667,0 | 1913767,0 | ||||
Работа оборудования участка нанесения наружного покрытия принимается по непрерывному четырехбригадному графику.
3. Физико-географическая и климатическая характеристики района строительства объекта проектируемой деятельности
Площадка ОАО «Интерпайп НМТЗ» находится в г. Новомосковск, который располагается в степной области Приднепровской возвышенности.
Город Новомосковск - районный центр, расположенный на берегу реки Самара в 28 км от г. Днепропетровск. Город - промышленный центр. Основные отрасли промышленности: черная металлургия, промышленность строительных материалов, деревообрабатывающая, легкая, пищевая.
Рельеф местности - холмистая степь. Климат континентальный, самый холодный месяц - январь, самый теплый - июль.
В течение года преобладают ветры восточного и северо-восточного направлений.
Объекты природно-заповедного фонда в зоне влияния ОАО «Интерпайп НМТЗ» отсутствуют.
На территории предполагаемого влияния реконструируемого ТЭСЦ № 2 отсутствуют популяции или отдельные представители исчезающих видов фауны и флоры, занесенные в Красную Книгу.
Источниками воздействия планируемой деятельности на окружающую среду являются:
3.1 Перечень и характеристика источников воздействия на окружающую среду
В связи с реконструкцией ТЭСЦ № 2 на территории производственных площадей цеха, занятие земельных угодий и снос зеленых насаждений не предусматривается. Плодородный слой на площадке строительства отсутствует.
Источниками загрязнения атмосферного воздуха являются: печь газового предварительного нагрева; дробемет, установка продувки, установки хроматирования, нанесения эпоксидного праймера, экструзионного покрытия.
Воздействие на поверхностные и подземные воды за счет сбросов сточных вод в открытые водоемы не предусматривается.
Источниками образования отходов являются устанавливаемое технологическое оборудование проектируемого участка, а также бытовые отходы.
Источниками шума являются технологическое и вентиляционное оборудование. Шумовые и вибрационные характеристики оборудования, устанавливаемого по данному рабочему проекту соответствуют санитарным требованиям и обеспечивают нормативные уровни шума на рабочих местах.
Объектами возможных воздействий являются:
· население близлежащих к объекту жилых кварталов;
· зеленые насаждения улиц в близлежащих кварталах жилой и административной застройки;
· основные фонды предприятия.
4. Оценка воздействия планируемой деятельности на окружающую среду
4.1 Климат и микроклимат
Климат района проектируемой деятельности - умеренно-континентальный (атлантико-континентальная европейская область), теплый, недостаточно влажный. Строительно-климатическая зона - Ш В, подзона Западной степи.
- Средняя максимальная температура воздуха самого жаркого месяца (июля) -плюс 27,6 °С.
- Средняя минимальная температура воздуха самого холодного месяца (январь) -минус 5,5 °С.
- Среднегодовая температура 8,5 °С.
- Максимальная годовая сумма осадков составляет 765 мм в 1978 году.
- Минимальная - 251 мм в 1921 году.
- Зима характеризуется частыми оттепелями, неустойчивым снежным покровом и зимним поверхностным стоком.
- Глубина промерзания почвы 90 см.
- Скорость ветра, повторяемость превышений которых составляет 5 % - 9-10 м/с.
- Значение коэффициента «А», соответствующее неблагоприятным метеорологическим условиям и зависящее от температурной стратификации атмосферы, принимаем 200.
- Среднее количество осадков за год, мм
- Планируемая деятельность не окажет какого-либо значимого воздействия на климат и микроклимат в рассматриваемом районе ввиду незначительного выделения тепла, парниковых газов, влаги. На климат и микроклимат планируемая деятельность значимого воздействия оказывать не будет ввиду незначительного выделения тепла, парниковых газов, влаги.
4.2 Воздушная среда
4.2.1 Характеристика источников выбросов загрязняющих веществ
Применяемая технология и оборудование обеспечивают минимальное выделение в окружающую среду веществ, используемых и образующихся в процессе производства и покрытия труб (герметичное оборудование, оптимальный температурный режим, укрытие мест выделения загрязняющих веществ и т.п.).
Кроме технологических мероприятий по снижению выбросов, применение пылегазоочисток воздуха позволяет уменьшить выбросы в атмосферу от установок дробеметной очистки, напыления эпоксидного праймера, очистки концов труб и ряда другого технологического оборудования.
Технологический процесс нанесения трехслойного наружного полимерного антикоррозионного покрытия сопровождается выбросами в атмосферу оксида железа, пыли полиэтиленовой, эпоксидной краски порошковой, уксусной кислоты, оксидов азота, оксида углерода, и в минимальном количестве хрома шестивалентного, ртути, метана.
От проектируемого участка по нанесению трехслойного наружного полимерного антикоррозионного покрытия на трубы диаметром 159-530 мм выбросы загрязняющих веществ составят 16,3636 т/год загрязняющих веществ, их них 0,4894 т/год твердых веществ и 15,8742 т/год жидких и газообразных. От проектируемого оборудования в атмосферу выделяется 1169,746 т/год веществ, обладающих парниковым эффектом
Для определения степени влияния выбросов загрязняющих веществ источников проектируемого участка по нанесению трехслойного полимерного антикоррозионного покрытия на воздушный бассейн выполнены расчеты рассеивания загрязняющих веществ в атмосферу на ПЭВМ по программе «ЭОЛ-плюс», действие которой на территории нашего государства согласовано Минэкобезопасности Украины письмом от 16.02.96 г. № 16-6-31 на неограниченный срок.
Расчеты выполнены на летний период по всем направлениям ветра для расчетного прямоугольника 3000x3000 с шагом 100 м.
Метеорологические характеристики и коэффициенты, определяющие условия рассеивания загрязняющих веществ в атмосфере г. Новомосковска, приняты согласно ОНД-86, а также СНиП 2.01.01082 и приведены в таблице 5.2.2.
Таблица. Метеорологические характеристики и коэффициенты, определяющие условия рассеивания загрязняющих веществ в атмосфере г. Новомосковска
| Наименование характеристики | Величина | |
| 1 | Коэффициент, зависящий от стратификации атмосферы | 200 |
| 2 | Коэффициент рельефа местности | 1 |
| 3 | Средняя максимальная температура наружного воздуха наиболее жаркого месяца, С | +26,6 |
| 4 | Средняя температура наружного воздуха наиболее холодного месяца, "С | минус 6,1 |
| 5 | Среднегодовая скорость ветра, м/с | 3,1 |
| 6 | Среднегодовая роза ветров, % С | 10,6 |
| СВ | 14,4 | |
| В | 16,7 | |
| ЮВ | 12,9 | |
| Ю | 9,6 | |
| Экологические системы Экологическое обоснование (ОВОС) проектов добычи полезных ископаемых Актуальные вопросы социальной экологии Анализ техногенных и природных опасностей в Кирилловском районе Вологодской области Кількість твердих побутових відходів, яка виділяється в побутових умовах
Актуально:
© 2010-2021, referat-web.ru |