Разработка технологического процесса изготовления форм офсетной печати для книги Агледзіны на УП Полиграфкомбинат им. Я.Коласа
Белорусский государственный
технологический университет
Кафедра полиграфии
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовом у проекту по курсу
"Технология изготовления печатных форм"
| ТЕМА: | "Разработка технологического процесса изготовления форм офсетной печати для книги "Агледзіны" на УП "Полиграфкомбинат им. Я.Коласа" |
Разработала: студентка 5 курса
заочный факультет
ТПП ½
Cоболевская О.А.
Проверил: Яковлев М.К.
Минск 2001 г.
Белорусский государственный
Технологический университет
Заочный факультет
"УТВЕРЖДАЮ"
Заведующий кафедрой полиграфии
____________________ М.И. Кулак
"___" ________________ 2001 года
ЗАДАНИЕ
на курсовой проект
студентке Соболевской О.А.
1 Тема проекта: "Разработка технологического процесса изготовления форм офсетной печати для книги "Агледзіны" на УП "Полиграфкомбинат им. Я.Коласа".
2 Срок сдачи проекта: 10 ноября 2001 года.
3 Исходные данные:
a) текстовые оригиналы – машинописный оригинал;
b) изобразительные оригиналы – многокрасочные тоновые и штриховые однокрасочные на бумаге;
c) способ печати – плоская офсетная печать.
4 Содержание пояснительной записки:
a) титульный лист;
b) задание на курсовой проект;
c) реферат;
d) содержание;
e) введение;
f) основные разделы;
g) заключение;
h) список используемых источников;
i) приложения.
5 Перечень графического материала:
a) пояснительная записка;
b) схемы монтажных форм;
c) схема планировки участка по изготовлению форм.
6 Дата выдачи задания: 24 мая 2001 года.
Руководитель проекта ___________Яковлев М.Г.
Задание принято к исполнению ___________Соболевская О.А.
содержание
| Введение………………………………………………………………………….. | 5 |
| 1. Техническая характеристика издания………………………………………... | 8 |
| 2. Общая схема изготовления издания…………………………………………. | 9 |
| 3. Выбор и обоснование технологического процесса изготовления печатных форм………………………………………………………………………………. | 10 |
| 4. Выбор основного оборудования……………………………………………… | 11 |
| 5. Выбор основных материалов…………………………………………………. | 13 |
| 6. Карта технологического процесса изготовления печатных форм…………. | 14 |
| 7. Расчёт объёма работ и трудоёмкости операций…………………………….. | 16 |
| 7.1. Расчёт объёма работ………………………………………………… | 16 |
| 7.2. Расчёт трудоёмкости операций…………………………………….. | 18 |
| 8. Расчёт количества материалов……………………………………………….. | 20 |
| Заключение……………………………………………………………………….. | 21 |
| Список использованных источников…………………………………………… | 22 |
| Приложение 1. Схема монтажных форм для переплётной крышки, форзаца, вклейки и первой тетради блока………………………………………………… | 23 |
| Приложение 2. Схема планировки участка по изготовлению печатных форм | 24 |
| Приложение 3. Технологическая инструкция по изготовлению печатных форм………………………………………………………………………………. | 25 |
ВВедение
В курсовом проекте стоит задача в разработке технологического процесса изготовления форм плоской офсетной печати способом позитивного копирования для книжного издания "Агледзіны" на УП "Полиграфкомбинат им. Я. Коласа".
Современное состояние и тенденции развития техники и технологии полиграфического производства характеризуются всё более опережающим ростом удельного веса офсетного способа по сравнению с другими видами печати.
Офсетная печать приобретает всё большее значение при печатании самых различных изданий. Развитие офсетного способа печати во многом обусловлено достижениями современных формных процессов.
Печать книжного издания "Агледзіны" осуществляется способом офсетной печати с форм, изготовленных способом позитивного копирования.
Высокое качество и другие специфические требования, предъявляемые к печатным формам, требуют применения специальных формных материалов и тщательной, высокоточной их обработки.
Получение форм с постоянным изображением основано на процессах фотокопирования. При этом эти процессы служат промежуточным этапом – полученная копия проявляется и подвергается травлению, после чего остатки копировального слоя удаляются. Также фотокопировальные процессы оказывают большое влияние на точность воспроизведения печатных и пробельных элементов как на форме, так и на оттиске.
Внедрение системы поточных линий в полиграфическое производство обеспечивает нормализацию изготовления офсетных форм на предварительно очуствленных пластинах, сокращение продолжительности их изготовления, снижение себестоимости, уменьшение расхода химикатов, существенное повышение качества форм и улучшение условий труда способствуют росту эффективности офсетного способа печати.
Реферат
Курсовой проект содержит 2 страниц пояснительной записки, 9 таблиц, расчётные формулы, список использованных источников, 3 приложения.
ОРИГИНАЛ, ФОТОФОРМА, ДИАПОЗИТИВ, МОНТАЖ, ПРОБНАЯ ПЕЧАТЬ, КОПИРОВАЛЬНАЯ РАМА, ФОРМНАЯ ПЛАСТИНА, ПЕЧАТНАЯ ФОРМА.
Курсовой проект состоит из введения, основных разделов.
Введение содержит обоснование изготовления форм плоской офсетной печати издания "Агледзіны" способом позитивного копирования.
В основных разделах приведены выбор и расчёт технологического процесса изготовления печатных форм для издания "Агледзіны".
В первом разделе дана техническая характеристика издания.
Во втором разделе приводится общая схема изготовления издания.
В третьем разделе описывается выбор и обоснование технологического процесса изготовления печатных форм, а также полная схема технологического процесса изготовления печатных форм.
В четвёртом разделе указывается необходимое оборудование, необходимое для осуществления технологического процесса изготовления печатных форм.
В пятом разделе – выбор основных и вспомогательных материалов.
В шестом разделе дана карта технологического процесса изготовления печатных форм.
В седьмом разделе производится расчёт объёма работ и трудоёмкости операций. Результаты расчётов сведены в таблицы.
В восьмом разделе – расчёт количества материалов.
Приложение 1 содержит схемы монтажных форм для переплётной крышки, форзацев, вклейки и первой тетради блока.
Приложение 2 содержит схему планировки участка по изготовлению печатных форм.
Приложение 3 включает технологическую инструкцию по изготовлению печатных форм.
1. Техническая характеристика издания
Техническая характеристика издания приведена в таблице 1.1.
Таблица 1.1
Краткая техническая характеристика издания
| Наименование показателя | Значение показателя |
| 1 | 2 |
| 1. Наименование издания, место и год выпуска | "Агледзіны", УП "Полиграфкомбинат им. Я. Коласа", 1998 г. |
| 2. Вид издания | Литературно-художественное |
| 3. Формат и доля листа | 70х90/32 |
| 4. Формат полос, кв | 4¾х7¾ |
| 5. Объём, физ. печ. листов | 7 |
| 6. Объём, бум. листов | 3,5 |
| 7. Количество страниц в тетрадях блока | 32 |
| 8. Тираж в тыс. экз. | 1400 |
| 9. Красочность элементов издания: | |
| блок | 1 + 1 |
| вклейка | 4 + 4 |
| форзац | 4 + 0 |
| переплётная крышка (обложка) | 4 + 0 |
| 10. Характер внутритекстовых изображений и линиатура растра для растровых изображений, лин/см | 60 |
| 11. Виды используемых изобразительных и текстовых оригиналов | Текст – машинописный оригинал. Красочные элементы – многокрасочные тоновые и штриховые однокрасочные на бумаге |
| 12. Способ печати издания и его элементов | Офсетная плоская печать |
| 13. Тип фальцовки | 4 сгиба |
| 14. Способ скрепления тетрадей | Шитьё нитками на марле |
| 15. Способ комплектовки блока | Подборкой |
| 16. Тип переплётной крышки | 7 Бц |
2. общая схема изготовления издания
На основании технической характеристики издания и достигнутого на лучших предприятиях полиграфической отрасли Беларуси уровня полиграфической технологии составлена общая схема изготовления издания "Агледзіны", в которой в укрупнённой форме указаны процессы его изготовления. Схема приведена на рис. 2.1.
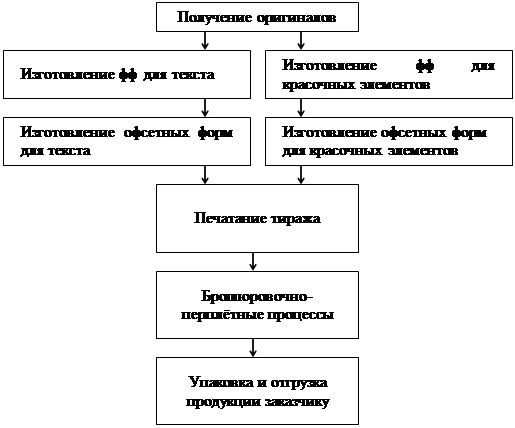
Общая схема изготовления издания
Рис. 2.1
3. выбор и обоснование технологического процесса изготовления печатных форм
Сопоставление вариантов и выбор технологического процесса изготовления печатных форм для издания "Агледзіны" приведены в табл. 3.1.
Таблица 3.1
Результаты выбора процесса изготовления печатных форм
| Назначение процесса | Возможные варианты процесса | Выбранный вариант | Обоснование выбранного варианта |
| 1 | 2 | 3 | 4 |
| Изготовление форм плоской офсетной печати | 1. Фотокопировальный способ. 2. Электрографический способ. 3. Электроститический способ. 4. Электрофотографический способ. | Фотокопировальный способ | Обеспечивает большую точность передачи элементов изображения и устойчивость печатающих элементов в процессе печатания. |
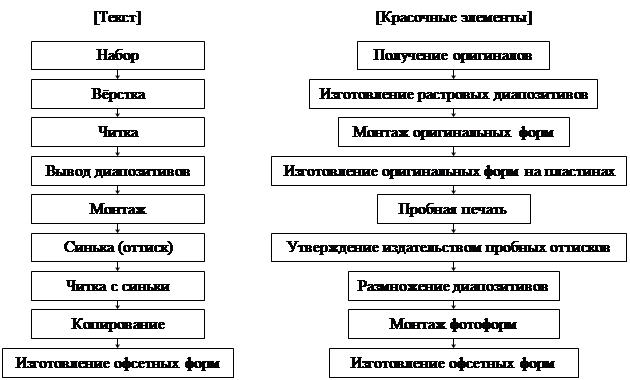 |
На основании технической характеристики издания, а также с учётом оборудования, имеющегося на УП "Полиграфкомбинат им. Я. Коласа", выбран технологический процесс изготовления печатных форм для издания "Агледзіны", детальная схема приведена на рис. 3.1.
Схема технологического процесса изготовления печатных форм
Рис. 3.1
4. Выбор основного оборудования
Оборудование для изготовления печатных форм выбрано с учётом производительности, качества выполнения операций, степени автоматизации и стоимости.
Результаты сопоставления и выбора оборудования приведены в таблице 4.1.
Таблица 4.1
| Наименование процесса или операции | Виды (марки) возможного оборудования | Выбранное оборудование и его технические характеристики | Обоснование выбранного оборудования | |
| 1 | 2 | 3 | 4 | |
| Набор, вёрстка | Компьютер Power Mac G3/266 desktop фирмы Apple | Процессор – 266 МГц, жесткий диск – 40 Гб, ОЗУ – 384 Мб, монитор – 21 дюйм. | Высокая продуктивность, заключающаяся в объёме выполняемой работы и её качества. | |
| Вывод диапозитивов | ФНА ECRM Mako 4600 | Фотоэкспонирующий автомат для экспонирования на фотоплёнку типа capstan. Макс. формат экспонирования – А2, ширина материла 300-461 мм, разрешение 1000-3556 dpi, линеатура 55-300 lpi, скорость записи 3.44''/мин при разрешении 2540 dpi, габариты 71*103*43 см, макс. потребляемая мощность 400 Вт. | Удобен в обращении, позволяет производить качественную цветную продукцию. Имеет возможность подключения к проявочной системе on-line. | |
| Изготовление растровых диапозитивов | "Магноскен-636" | Оригиналы: непрозрачные, прозрачные. Анализирующие цилиндры: большой 590х720 мм малый 590х360 мм Общий масштаб увеличения: 20-2000%. Макс. формат репродукции: 1057х845 мм. Способ обслуживания: кнопочная клавиатура. Источник света: ксеноновая лампа. Характеристика электронной точки: квадр(эллипс), круглая. | Высокая производительность, простота обслуживания, применение дешёвой плёнки, стандартный поворот угла растра, широкий предел линиатуры, отдельные ввод и вывод информации. | |
| Монтаж | Монтажный сто-регистр "Кастор" | ширина – 1650 мм длина – 1380 мм высота – 870 мм наибольший формат монтажа – 1200х1400 мм | Монтаж необходим при изготовлении оригинальных форм и форм плоской офсетной печати. Монтажный стол удобен для укладки и закрепления диапозитивов на астралоне, | |
| Продолжение таблицы 4.1 | ||||
| 1 | 2 | 3 | 4 | |
| обеспечивает точность их размещения по предварительно расчерченному плану-макету. | ||||
| Копирование | Копировальный станок ФК-116 Копировальная рама фирмы PARKER "PLUM-96" | Копировальная рама фирмы PARKER "PLUM-96". Габариты: 1700х1600х3000 мм, освещённость 10-14 тыс. лк, световая длина волны 415-430 лм. | Малое время экспонирования, высокоскоростная вакуумная система прижима пластин. | |
| Пробная печать с оригинальных форм | Пробопечатный станок "Zetakonte 701" | Макс. формат бумаги – 72х104 см, мин. формат бумаги – 21х29,7 см, макс. печатная поверхность – 70х103 см, макс. размер офсетной печатной пластины 80х105 см, габариты: длина 420 см, ширина 195 см, высота 132 см. Высота печатной поверхности от пола – 75 см. | Получение одинаковых элементов издания (обложка, форзац, вклейка) для последующего монтажа фотоформ, с которых изготовляют печатные формы. | |
| Изготовление офсетных форм | Процессор "Technigraph NP-125" | Габариты: ширина 3285 мм, длина 1810 мм, высота 1090 мм. Ширина обработки пластин: макс. – 1260 мм, мин. – 660 мм. Оснащён устройствами для автоматической корректировки растворов. | Машины выполнены из лучших сортов антикоррозийного материала, просты в обращении, обладают высокой производительностью. Процессор предназначен для автоматического проявления предварительно очуствлённых двусторонних и односторонних офсетных пластин: проявка, промывка, гумирование, сушка, складирование. | |
5. Выбор основных материалов
Выбор основных и вспомогательных материалов выполнен у учётом их стоимости и способности обеспечить изготовление печатных форм высокого качества и достаточной тиражестойкости. В качестве таких материалов выбраны фототехнические плёнки, офсетные пластины и растворы для обработки плёнок и копий. Выбранные материалы и их характеристики представлены в таблице 5.1.
Таблица 5.1
Результаты выбора материалов
| Наименование процесса (операции) | Возможные материалы | Выбранные материалы (с указанием марок ГОСТ, ОСТ и т.д.) и обоснование выбора |
| 1 | 2 | 3 |
| Вывод диапозитивов | Плёнка AGFA ВР-10Р, ФТ-10 | Фотоплёнка AGFA BP-10p: качественное изображение. |
| Монтаж | Астролон, плексиглас | Астролон, т.к. он обеспечивает удобство укладки и закрепления диапозитивов. |
| Изготовление растровых диапозитивов | Фотоплёнка AGFA, ФТ-12 | Фотоплёнка AGFA: обеспечивает передачу мелких деталей оригинала, низкая стоимость. |
| Копирование | Пластины фирмы "HORSELL", фирмы "Kodak", фирмы "AGFA-Ozasol" | Пластины AGFA-Ozasol: – хороший цветовой контраст; – высокая скорость проявления; – визуально видно различие между печатающими и пробельными элементами на копиях. |
| Размножение диапозитивов | Фотоплёнка, фиксаж (водные растворы тиосульфатов), проявитель | AGFA BP-10p, фиксаж предназначен для очистки фотографического изображения, состоящего из серебра. Проявитель необходим для проявления изображения. |
| Изготовление офсетных форм | Проявитель NaSiO2ּ9H2O – водный раствор метасиликата натрия. Проявитель фирмы "NORSELL" | Водный раствор метасиликата натрия: подходит к выбранному оборудованию. |
| Пробная печать | Монометаллическая форма Краска: 2514-531, 2514-331, 2514-231, 2514-011 | Монометаллическая форма, изготовленная на алюминиевой, предварительно очуствлённой пластине, которые характеризуются высокой светочувствительностью и чрезвычайно высокой тиражестойкостью. Указанная краска подходит для печатания тиража на офсетной бумаге. |
6. карта технологического процесса изготовления печатных форм
После выбора технологического процесса, оборудования и основных материалов составлена технологическая карта процесса изготовления печатных форм. В ней даны перечень операций, режимы их выполнения, состав оборудования и материалов, а также требования к качеству. Технологическая карта приведена в таблице 6.1.
Таблица 6.1
| Наимен.операц. | Назначение операции | Применяемое оборудование и инструменты | Применяемые материалы и растворы | Режимы выполнения операций | Основные требования к качеству | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | ||||||
| ТЕКСТ | |||||||||||
| Набор | Создание файла, содержащего текст издания | ПЭВМ PowerMAC G3/266 | оригинал | 8,5' на 1000 зн. | Хороший оригинал, чёткий текст | ||||||
| Вёрстка | Создание макета | ПЭВМ PowerMAC G3/266, программа PageMaker | бумага | повремённо – 2,5' | Соблюдение всех правил вёрстки | ||||||
| Читка | Выявление пропусков, ошибок | Стол корректурный | Ручка, стирка, строкомер | 3' на 1000 зн. | Отсутствие ошибок | ||||||
| Вывод диапозитивов | Получение фотографии для монтажа | ФНА ECRM Mako 4600 | Фотоплёнка AGFA | 3,44''/мин | Отсутствие механических повреждений | ||||||
| Монтаж | Расположение фотоформ согласно макету | Монтажный стол – регистр "Кастор", скальпель, строкомер | Диапозитивы, астролон, липкая лента, монтажный клей –ГИПК-21-16 | 99,6' на 1 монтаж | Соответствие монтажа макету | ||||||
| Синька (оттиск) | Для корректуры | Копировальная рама | Светочувствительная бумага | 6,8' на 1 синьку | Чёткий оттиск | ||||||
| Читка с синьки | Выявление пропусков, ошибок | Стол корректурный | Ручка, стирка, строкомер | 3' на 1000 знаков | Отсутствие ошибок | ||||||
| Копирование | Формирование изображения на формном материале | Копировальная рама "PLUM-96" | Офсетная пластина "AGFA-Ozasol" | Время экспонирования определяется экспериментально | Наличие всех элементов изображения; отсутствие вуали, дефектов; воспроизведение полутоновой копировальной шкалы СПШ-К | ||||||
| Продолжение таблицы 6.1 | |||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | ||||||
| КРАСОЧНЫЕ ЭЛЕМЕНТЫ | |||||||||||
| Изготовление растровых диапозитивов | Изготовление с оригинала цветоотделённых растровых диапозитивов для каждой краски | "Магноскен-636" | Фотоплёнка | На 1 оригинал: обл.–1,022 часа ф-ц.–0,825 часа вкл.–0,603 часа | Отсутствие вуали, муара | ||||||
| Монтаж оригинальных форм | Расположение фотоформ | Монтажный стол-регистр "Кастор", скальпель, строкомер | Диапозитивы, астролон, липкая лента | обл.-5,5' ф-ц.-5,4' вкл.-3,4' | Совмещение красок, отсутствие ошибок | ||||||
| Изготовление оригинальных форм | см. ниже "Изготовление офсетных форм" | ||||||||||
| Пробная печать | Получение на бумаге цветоотделённого оттиска | Пробопечатный станок "Zetakonte 701" | Монометаллическая форма, краска | 1' на оттиск | Совмещение, цвет красок | ||||||
| Размножение диапозитивов | Получение нужного количества диапозитивов для изготовления монтажа | Контактная рама. Копировальная рама "PACONOLIT" | Фотоплёнка | 1 негатив – 4,7' 1 диапозитив – 4,7' | Отсутствие механических повреждений, без вуали, без муара | ||||||
| Монтаж фотоформ | Расположение фотоформ согласно макету | Монтажный стол-регистр "Кастор", скальпель, строкомер | Диапозитивы, астролон, липкая лента, монтажный клей ГИПК-21-16 | обл.-5,5' ф-ц.-5,4' вкл.-3,4' | Совмещение красок, отсутствие ошибок согласно макету | ||||||
| Изготовление офсетных форм (для текста, красочных элементов) | Для печатания тиража | Процессор "Technigraph NP-125" | Проявитель NaSiO2ּ9H2O | 19' на 1 форму | Качественная печатная форма | ||||||
7. расчёт объёма работ и трудоёмкости операций
Для каждой операции, исходя из характеристики издания, производительности оборудования и применяемых на предприятии нормативов, выполнен расчёт необходимых объёмов и трудоёмкости работ.
7.1. Расчёт объёма работ.
Расчёт объёма работ для блока.
Количество фотоформ:
Ффф = (nБ* k) / фф ,
где Б – число полос в блоке,
k – красочность,
nфф – число полос на фотоформе.
Ффф = (224 * 1) / 1 = 224
Количество планов-монтажей:
Пм = nБ / nмф ,
где мф – число полос на монтажной форме.
Пм = 224 / 16 = 14
Количество монтажных форм:
Мф = Пм * k ,
Мф = 14 * 1 = 14 .
Количество тиражных печатных форм:
Пф = Мф * N ,
где N = T / Tст – число комплектов печатных форм,
Т – тираж издания, тыс. экз.,
Тст – тиражестойкость печатных форм, тыс. экз.
N = 1400 : 100000 = 0,014 ≈ 1
Пф = 14 * 1 = 14
Расчёт объёма работ для вклейки.
Количество фотоформ:
Ффф = 4 * 4 = 16 .
Количество планов-монтажей:
Пм = 2 .
Количество монтажных форм:
Мф = 2 * 4 = 8 .
Количество тиражных печатных форм:
Пф = 8 * 1 = 8 .
Расчёт объёма работ для форзаца и переплётной крышки.
Количество фотоформ:
Ффф = 1 * 4 = 4 .
Количество планов-монтажей:
Пм = 1 .
Количество монтажных форм:
Мф = 1 * 4 = 4 .
Количество тиражных печатных форм:
Пф = 4 * 1 = 4 .
Итоговые данные по объёму работ для изготовления монтажных форм представлены в таблице 7.1.
Таблица 7.1
Результаты расчёта объёма работ по изготовлению монтажных форм
| Наименование элемента издания | Формат издания | Красочность | Формат фотоформ, см | Всего фотоформ | Количество фотоформ на монтажной форме | Количество планов-монтажей | Количество монтажных форм |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Блок | 70х90/32 | 1+1 | 11,2х17,5 | 224 | 32 | 14 | 14 |
| Вклейка | 10,7х16,5 | 4+4 | 22,4х17,5 | 16 | 16 | 2 | 8 |
| Форзац | 21,4х16,5 | 4+0 | 22,4х17,5 | 4 | 16 | 1 | 4 |
| Крышка | 26,9х20,2 | 4+0 | 27,1х20,4 | 4 | 8 | 1 | 4 |
Итоговые данные по объёму работ для изготовления тиражных форм плоской офсетной печати представлены в таблице 7.2.
Таблица 7.2
Результаты расчёта объёма работ по изготовлению тиражных форм офсетной печати
| Наименование элемента издания | Формат издания | Объём физ. печ. листов | Красочность | Тираж, тыс. экз | Формат печатной формы, см | Тиражестойкость печатной формы, тыс. отт. | Всего печатных форм |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Блок | 70х90/32 | 7 | 1+1 | 1 400 | 82х101 | 100 000 | 14 |
| Вклейка | 10,7х16,5 | 0,125 | 4+4 | 1 400 | 82х101 | 100 000 | 8 |
| Форзац | 20,7х16,5 | 0,125 | 4+0 | 1 400 | 82х101 | 100 000 | 4 |
| Крышка | 26,9х20,2 | 0,065 | 4+0 | 1 400 | 82х101 | 100 000 | 4 |
7.2. Расчёт трудоёмкости операций
Расчёт трудоёмкости операций производится в человеко-часах для ручных операций и в машино-часах для автоматизированных операций. Трудоёмкость операций определяется по формуле:
T = Q * NВ ,
где Т – трудоёмкость операций в человеко- или машино-часах;
Q – количество учётных единиц;
NB – норма времени на одну учётную единицу.
Итоговые данные расчёта трудоёмкости представлены в таблице 7.3.
Таблица 7.3
Результаты расчёта трудоёмкости операций
| Наименование операции | Учётные единицы | Количество учётных единиц | Норма времени на одну учётную ед. | Трудоёмкость |
| |||
| 1 | 2 | 3 | 4 | 5 |
| |||
| Набор | 1000 зн. | 353,9 тыс. зн. | 8,4' | 49,55 чел.-час |
| |||
| Вёрстка | 1 стр. | 224 стр. | 2,5' | 9 чел.-час |
| |||
| Читка | 1000 зн. | 353,9 тыс. зн. | 3' | 17,7 чел.-час |
| |||
| Вывод диапозитивов | 1 диапозитив | 112 | 1' | 1,87 маш.-час |
| |||
| Монтаж | 1 монтаж | 14 | 99,6' | 24 чел.-час |
| |||
| Синька (оттиск) | 1 синька | 14 | 6,8' | 1,6 маш.-час |
| |||
| Читка с синьки | 1000 зн. | 353,9 тыс. зн. | 3' | 17,7 чел.-час |
| |||
| Изготовление растровых диапозитивов | 1 оригинал | обл.- 1 оригинал ф-ц.- 1 оригинал вкл.- 1 оригинал | обл.-61,32' ф-ц.-49,5' вкл.-36,18' | 1,022 маш.-час 0,825 маш.-час 0,603 маш.-час |
| |||
| ||||||||
| Продолжение таблицы 7.3 | ||||||||
| 1 | 2 | 3 | 4 | 5 |
| |||
| Монтаж оригинальных форм | 1 диапозитив | обл.- 4 д. ф-ц.- 4 д. вкл. – 16 д. | обл.-5,5' ф-ц.-5,4' вкл.-3,4' | 0,36 чел.-час 0,36 чел.-час 0,96 чел.-час |
| |||
| Пробная печать | 1 краско-оттиск | 1 пр. – 18 отт. 2 пр. – 15 отт. 3 пр. – 12 отт. 4 пр. – 10 отт. | 1' | 0,92 маш.-час |
| |||
| Размножение диапозитивов | 1 негатив 1 диапозитив | 24 обл.-8*4 кр.=32 ф-ц.-8*4 кр.=32 вкл.-16*4 кр.=64 | 0,08 | 10,2 маш.-час |
| |||
| Монтаж фотоформ | 1 диапозитив | обл.-32 ф-ц.-32 вкл.-32 | обл.-5,5' ф-ц.-5,4' вкл.-3,4' | 0,36 чел.-час 0,36 чел.-час 0,96 чел.-час |
| |||
| Изготовление офсетных форм | 1 форма | блок – 14 обл. – 4 ф-ц. – 4 вкл. – 8 | 19' | 9,5 маш.-час |
| |||
8. Расчёт количества материалов
Расчёт количества материалов на основании объёмов работ, приведённых в таблице 7.1 и таблице 7.2 и норм расхода материалов, дейстивующих на предприятии, на изготовление печатных форм. Результаты расчёта количества материалов приведены в табл. 8.1.
Таблица 8.1
Итоговые данные расчёта количества материалов
| Наименование материала | Назначение материала | Норма расхода на 1 учётн. ед. | Количество учётн. ед. | Всего материалов |
| 1 | 2 | 3 | 4 | 5 |
| Бумага | Синька (оттиск) | 1500 см2 | 107 520 | 161 280 см2 |
Плёнка 1) AGFA BP 10p 2) AGFA | Для вывода и размножения диапозитивов Изготовление растровых диапозитивов | 1250 см2 1500 см2 | 35 840 см2 98 733 см2 | 44 800 см2
148 099 см2 |
| Липкая лента | Изготовление монтажа | 170 см2 | 30 монтажей | 5 100 см2 |
| Клей | Изготовление монтажа | 4 гр | 30 монтажей | 120 гр. |
| Проявитель | Изготовление печатных форм | 150 мг | 30 пластин | 4 500 мг |
| Копирование | Формирование изображения на формном материале | 1 пластина | 30 пластин | 30 пластин |
заключение
В курсовом проекте разработан технологический процесс изготовления форм плоской офсетной печати для книжного издания "Агледзіны" способом позитивного копирования.
Список использованных источников
1 Технология изготовления печатных форм. Шеберстов В.И. – М.: Книга, 1990. – 224 с.
2 Технология аналоговых цветопробных систем. Match Print Imation // Полиграфия. – 1997. – №5, 34 с.
3 Технология полиграфического производства. Изготовление печатных форм./ Волкова Л.А. – М.: Книга, 1986. – 368 с.
4 Грибков А.В. Формное оборудование. – М.: Книга, 1988. – 320 с.
5 Спихнулин Н.И. Формные и печатные процессы. – М.: Книга, 1989. – 360 с.
Приложение 3.
Технологическая инструкция
по изготовлению печатных форм
Состав работы: получение работы и ознакомление с нею, подготовка рабочего места, протирка резины и стекла в копировальной раме, подготовка пластин и монтажа, установка формы и монтажа в копировальную раму, экспонирование, выем монтажа и формы из копировальной рамы, установка пластин в проявочный агрегат, обработка пластин в проявочном агрегате, гидрофилизация печатной формы, нанесение краски, корректура формы, покрытие формы защитным слоем, визуальный контроль за качеством формы, установка её в стеллаж, промывка агрегата, смена растворов, уборка рабочего места, заполнение наряда.