Автоматизация технологического процесса по розливу минеральной воды
СОДЕРЖАНИЕ
ВВЕДЕНИЕ…………………………………………………………………..
1. ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА………………
2. АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ……..
3. ПРОГРАММИРОВАНИЕ КОНТРОЛЛЕРА…………………………
ЗАКЛЮЧЕНИЕ………………………………………………………………
ВВЕДЕНИЕ.
Автоматизация управления является одним из основных направлений повышения эффективности производства. Ещё Ю.В. Андропов отметил, что предстоит осуществить автоматизацию производства, обеспечить широкое применение компьютеров и микропроцессорной техники.
Одним из направлений повышения эффективности энергетического производства является внедрение вычислительной техники в системах управления. Широкое внедрение АСУ – это объективная необходимость, обусловленная усложнением задач управления, повышением объёмов информации, которые необходимо перерабатывать в системах управления.
На сегодняшний день на любом серьёзном предприятии внедренены АСУТП, и АСУ выполняют до 90% задач предприятия.
В организации обслуживания технологического процесса большую роль играют локальные (местные) системы управления технологическим оборудованием и процессами и предназначены для контроля и управления отдельными, несвязными между собой объектами и в иерархической системе управления образуют нижний уровень. Эти системы управления являются одноконтурными и для синхронного управления такими системами, с моей точки зрения, наилучшим будет использование в управлении контроллера. Так как при непрерывном характере производства основной задачей автоматизации является автоматическое регулирование параметров, а при дискретном производстве (как в случае с моим технологическим процессом) – наиболее подходит программно логическое управление. В данном технологическом процессе следует заметить, что цех выпускает 5000 бутылок минеральной воды в час, и подсчёт и регистрация товара с помощью рабочего персо-
нала может быть ни всегда точна. Так же нужно заметить, что при неправильной настройке разливочного автомата приводит к порче продукта (взрыв бутылки), чтобы оптимально быстро настроить его, необходима информация о таких показателях, как давление в камере разливочного автомата за некоторые промежутки времени (статистика во времени), эту информацию регистрировать, с помощью рабочего персонала, не всегда удаётся качественно, а с малым промежутком времени (шагом между замирениями) практически невозможно. Так же в целях безопасности, так как этому технологическому процессу свойственна повышенная влажность, а все системы управления построены на электрической цепи, нужно отказаться от безконтроллерного способа управления ТП. Поэтому я считаю необходимо внедрить в ТП по розливу минеральной воды программно логическое управление на основе контроллера и программного обеспечения к нему, которые будут брать на себя все вычисления, регистрацию, измерения и другую трудоёмкую работу.
1. ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Структурная схема технологического процесса представлена на рисунке 1.1 Для большей ясности я разбил данный технологический процесс на 10 частей:
1. Первая часть представляет собой ёмкости для привозной минеральной воды (Н-1 и Н-2). Количество ёмкостей 2 штуки по 24 тонны. Эти ёмкости вынесены за пределы цеха в целях безопасности жизнедеятельности.
2. Вторая часть представляет собой пищевой электронасос А9-КНА (2*105? Па), который качает воду из накопителей в керамические фильтры Ф1 и Ф2 (марка закрашена).
3. В третью часть технологического процесса я включил фреоновый компрессор и ёмкостной накопитель Н-3 для охлаждения перекачиваемой, с помощью центробежного насоса ЦН-1, воды, поступающей из фильтров Ф1 и Ф2, до оптимальной температуры +4 С для смешивания привозной минеральной воды с углекислотой.
4. Четвёртая часть включает в себя установку, куда подводятся баллоны с углекислотой (давление в баллоне 70МПа), подводка баллонов последовательна. Подача углекислоты регулируется с помощью пневматического редуктора давление на выходе для пневматического редуктора 2Мпа. Так же предусмотрены датчики расхода для визуального контроля.
5. Пятая часть представляет собой сатуратор, где происходит смешение минеральной воды, перекачиваемой из охлаждающей ёмкости Н3 с помощью двух центробежных насосов ЦН-2 и ЦН-3, и углекислоты.
6. Шестая часть включает в себя бутыломоечную машину АММБ для мытья и дезинфекции тары. Для мытья бутылок в машину подаётся вода под давлением P = 2МПа; в количестве F = 6м3?/мин. На выходе предусмотрен световой экран для визуальной проверки качества помытой тары, то есть на выходе из бутыломоечной машины. Качеством в данном случае является целостность бутылки и её чистота.
7. Седьмая часть технологического процесса – это разливочный моноблок, его можно разделить на три составные:
- дозировка – для подачи сиропа, если выпускается сладкая вода;
- автомат для розлива жидкости под давлением, так как в данном технологическом процессе розлив в бутылку производится не по уровню (на каждую бутылку конкретное количество минеральной воды), а по соотношению давления в камере разливочного автомата и давления в бутылке;
- укупорочный автомат (марка УБ) – для укупорки бутылки жестяной пробкой.
8. Восьмая часть – это экспедиционный автомат БА, он служит для выявления брака, качеством здесь является: укупорка бутылки должна быть произведена таким образом, чтобы бутылка не треснула и должна быть герметично закрыта во избежание разгазирования, а так же попадания посторонних тел, таких как частички грязи, кусочки стекла и так далее.
9. Девятая включает в себя этикировочный автомат ВЭМ 614, он служит для автоматической наклейки этикетки. Если залитая бутылка прошла экспедиционный автомат, то далее на неё наклеивается этикетка, соответствующая содержимому бутылки. В данном случае этикетка должна подаваться не ленточной подачей, а в заранее порезанном виде.
10. Десятая часть – это упаковка, полностью производится с помощью рабочего персонала в два человека.
От одной части технологического процесса к другой, подача бутылки осуществляется с помощью конвейера.
2. АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
2.1. Описание расширенной функциональной схемы автоматизации розлива минеральной воды.
Расширенная ФСА представлена на рисунке 2.2.
В данном технологическом процессе предусмотрены схемы блокировки, сигнализации и защиты. При достижении уровня (позиция 1) верхнего или нижнего в розливочном автомате РА, электрический клапан (позиция 1) будет закрыт или открыт соответственно.
При достижении уровня (позиция 2) верхнего или нижнего в сатураторе, центробежные насосы (позиция 2) будут отключены или включены соответственно.
При достижении уровня (позиция 3) верхнего или нижнего в охлаждающей ёмкости Н-3, центробежный насос (позиция 3) будут отключен или включен соответственно.
При достижении температуры (позиция 4) верхнего или нижнего в охлаждающей ёмкости Н-3, электрический клапан (позиция 4) будет закрыт или открыт соответственно.
В ёмкости розливочного автомата РА производится контроль за качеством (позиция 5).
3.2. Выбор средств автоматизации.
Для автоматизации технологического процесса необходимо использовать ряд приборов преобразователей и датчиков.
Контроль температуры осуществляется с помощью термопары ТХК – 0179 (позиция 4-1). Для введения их в контакт необходимо пронормировать с помощью преобразователя Ш – 703 (позиция 4-2). Основная погрешность 0.53 – 1.35%.
Управление исполнительным механизмом осуществляется кнопками ПКЕ – 212С (позиция 1-6, 1-7,2-6, 2-7, 3-6, 3-7, 4-6, 4-7). С пульта управления оператора через магнитный пускатель ПМЕ – 011 (позиция 1-4, 1-5, 2-4, 2-5, 3-4, 3-5, 4-4, 4-5).
В качестве исполнительных электрических механизмов используются Др-М (позиция 1-7, 4-8). Вступает в работу по получению импульса от датчика, после чего ведёт отработку самостоятельно и после открытия или закрытия клапана автоматически останавливается.
Для контроля качества минеральной воды применяется анализатор концентрации ДКБ-1М (позиция 5-1), с нормированным выходным сигналом 0..5 мА.
Для контроля уровня применяется уровнемер LABKO – 2W (позиция 1-1, 2-1, 3-1). Выходной сигнал нормируется при помощи преобразователя Сапфир –22ДД (позиция 1-2, 2-2, 3-2).
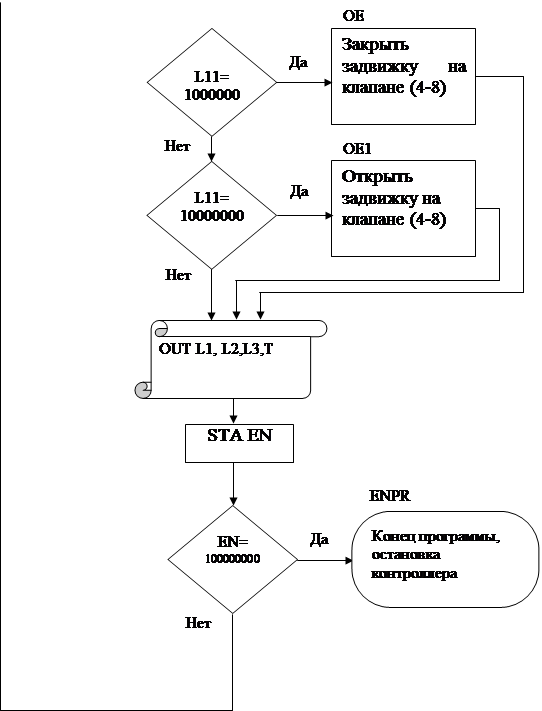
3. ПРОГРАММИРОВАНИЕ КОНТРОЛЛЕРА.
Для лучшего понимания программы я представил её алгоритм:
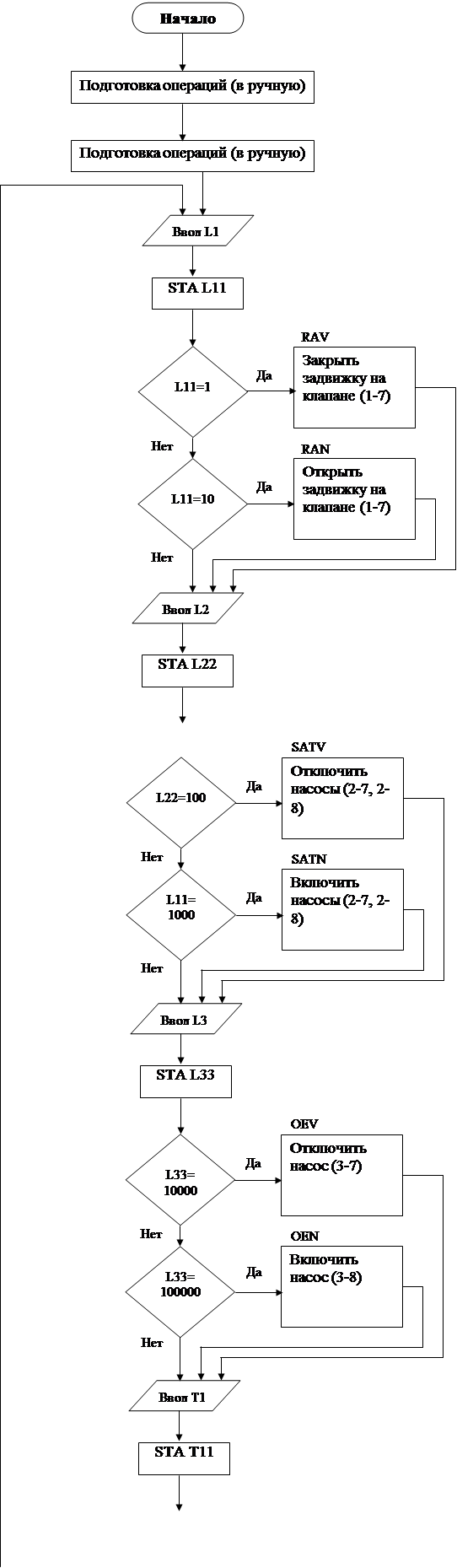
В контурах 1, 2, 3 (рисунок 2.2.) ведётся контроль за уровнем в розливочном автомате РА, сатураторе, охлаждающей ёмкости Н-3.
В контуре 4 ведётся контроль температуры в охлаждающей ёмкости Н-3.
В качестве кодовых комбинаций принимаем следующие значения:
| 000000001 | - уровень минеральной воды L1 = 1 м |
| 000000010 | - уровень минеральной воды L1 = 0,5 м |
| 000000100 | - уровень минеральной воды L2 = 2 м |
| 000001000 | - уровень минеральной воды L2 = 0,3 м |
| 000010000 | - уровень минеральной воды L3 = 1,5 м |
| 000100000 | - уровень минеральной воды L3 = 0,2 м |
| 001000000 | - температура минеральной воды Т £ 4 0C |
| 010000000 | - температура минеральной воды Т > 4 0C |
| 100000000 | - остановка выполнения программы (в ручную) |
| BEGI | IN «L1» | Ввести значение уровня L1 из РА |
| STA L11 | A=L11 | |
| SUI 000000001 | L1=1м ? | |
| JZ RAV | L1=1 Перейти к «Закрыть задвижку на клапане (позиция 1-7)» | |
| LDA L11 | ACC=L11 | |
| SUI 000000010 | L1 = 0.5м ? | |
| JZ RAN | L1 =0.5 м. Перейти к «Открыть задвижку на клапане (позиция 1-7)» | |
| SATANA: | IN «L2» | Ввести значение уровня L2 из сатуратора |
| STA L22 | A=L22 | |
| SUI 000000100 | L2=2 м ? | |
| JZ SATV | L2=2 м Перейти к «Отключить насосы (позиция 2-7, 2-8)» | |
| LDA L22 | ACC=L22 | |
| SUI 000001000 | L2 = 0.3 м ? | |
| JZ SATN | L2 =0.3 м. Перейти к «Включить насосы (позиция 2-7, 2-8)» | |
| OXLADOL: | IN «L3» | Ввести значение уровня L3 из охлаждающей ёмкости Н-3. |
| STA L33 | A=L33 | |
| SUI 000010000 | L3=1,5 м ? | |
| JZ OEV | L3=1,5 м Перейти к «Отключить насос (позиция 3-7)» | |
| LDA L33 | ACC=L33 | |
| SUI 000100000 | L3 = 0.2 м ? | |
| JZ OEN | L3 =0.2 м. Перейти к «Включить насос (позиция 3-7)» | |
| TOXLAD: | IN «T» | Ввести значение уровня T из РА |
| STA T1 | A=T1 | |
| SUI 001000000 | Т £ 4 0C? | |
| JZ OE | Т £ 4 0C Перейти к «Закрыть задвижку на клапане (позиция 4-8)» | |
| LDA T1 | ACC=T1 | |
| SUI 010000000 | Т > 4 0C? | |
| JZ OE1 | Т > 4 0C Перейти к «Открыть задвижку на клапане (позиция 4-8)» | |
| SUI 100000000 | Есть ли сигнал завершения работы программы | |
| JZ ENPR | Если есть, перейти к «Остановить выполнение программы» | |
| JNZ BEGI | Если нет, перейти к началу программы | |
| RAV: | Закрыть задвижку на клапане (позиция 1-7) | |
| JMP SATANA | ||
| RAN: | Открыть задвижку на клапане (позиция 1-7) | |
| JMP SATANA | ||
| SATV: | Отключить насосы (позиция 2-7, 2-8) | |
| JMP OXLADOL | ||
| SATN: | Включить насосы (позиция 2-7, 2-8) | |
| JMP OXLADOL | ||
| OEV: | Отключить насос (позиция 3-7) | |
| JMP TOXLAD | ||
| OEN: | Включить насос (позиция 3-7) | |
| JMP TOXLAD | ||
| OE: | Закрыть задвижку на клапане (позиция 4-8) | |
| OE1: | Открыть задвижку на клапане (позиция 4-8) | |
| OUT | Вывести значение уровня L1 | |
| OUT | Вывести значение уровня L2 | |
| OUT | Вывести значение уровня L3 | |
| OUT | Вывести температуру Т | |
| ENPR: | ||
| END. |
ЗАКЛЮЧЕНИЕ
Цель данной курсовой работы была разработка программного обеспечения программируемого контроллера для управления технологическим процессом розлива минеральной воды.
Курсовая работа состоит из трёх этапов.
На первом этапе описали технологический процесс.
На втором этапе разработали автоматизацию технологического процесса: функциональную схему автоматизации технологического процесса, произвели выбор средств автоматизации. Сигналы с датчиков и преобразователей поступает на контроллер, который вырабатывает управляющие сигналы.
На третьем этапе подробно рассмотрели функции контроллера и подготовили программу для его программирования. Команды, используемые в программе, предназначены для микропроцессора INTEL 8085A.
Программирование контроллера можно произвести посредством других языков, составив алгоритм на основе представленной программы.