Отходы производства в строительстве
4. Переработка ТПО и БО, которые нельзя или нецелесообразно подвергать сепарации по группам способом высокотемпературной переработки
Как видно из изложенного в третьей главе материала значительная часть (по весу) ТБО может и должна перерабатываться способом экологической биотехнологии. Другая фракция ТБО, включая стекло, железо, пластмассы и другие виды ТБО также должны перерабатываться в товарные продукты так, как это было изложено в предыдущих главах, посвященных переработке ТПО для каждого вида сырья. Так в частности стеклобой следует направлять на переплавку. Железо и другие металлы также на переплавку. Пластические массы на повторную переработку. Способ переработки этого вида сырья уже излагался в предыдущих главах. Однако есть некоторые особенности при повторной переработке синтетических полимерных материалов. Особенно это касается переработки синтетических смол и пластических масс, содержащих ароматическое ядро и продуктов, которые при переработке при относительно высокой температуре +100-+800°С могли бы выделять галоиды: хлор и/ или бром. Суть этого заключается в том, что при переработке такого синтетического полимера, а также сложного эфира целлюлозы, полученного в среде мелиленхлорида могут в присутствии даже следов галоидов хлора и брома образовываться галоидированные ДО и ДПВ по упомянутой уже во второй главе схеме и повторенной сейчас, а именно.
Пиролиз и хлорирование (бромирование) природных предшественников:

В результате образуется типичный галоидированный ДО и ДПВ - полихлордибензодиоксин (полибромдибензодиоксин) и/ или полихлордибензофуран (полибромдибензофуран).

То есть по классификации Л.А. Федорова образуется III, IV, V и VI представитель галоидированных ДО и ДПВ. А это страшно и сверхопасно. Кроме того, следует заметить, что в небольших поселках, в небольших городах сепарацию ТБО по видам не целесообразно проводить по технико-экономическим соображениям. Как же поступать с такими видами ТБО, образующихся в сравнительно небольших количествах. Кроме того, как поступать с определенными видами ТПО ряда металлоперерабатывающих производств? Как обходиться, как использовать отработанные химические источники тока (ОХИТ). И, наконец, куда девать отходы хирургии, стоматологии и т.п.?
Итак, все эти перечисленные виды ТПО и ТБО, а также отходы лечебных учреждений в виду их высокой в первую очередь инфекционной опасности на наш взгляд подлежат высокотемпературной переработке при температуре +1200-+1600°С в течение не менее 4-7 часов производственного цикла для полной стерилизации биологических отходов и полной дегазации супертоксикантов ДО и ДПВ, которые могут существовать в этих видах отходов в качестве побочных продуктов или даже в следах. При таких температурах все компоненты переходят в состояние близкое к плазменному. Для переработки этой категории ТПО и ТБО следует применять технологический процесс "Пурвокс" или электротермический реактор, который, как будем надеяться, будет выпускаться в промышленных условиях с разным объемом загрузки и с разной производительностью. На наш взгляд электротермический реактор будет несомненно дешевле при серийном производстве, чем аппарат для проведения технологического процесса "Пурвокс".
4.1. Высокотемпературная переработка ТП и ТБО - гарантия уничтожения всех видов биологических, биохимических продуктов и канцерогенов-супертоксикантов
При загрузке отходов металлоперерабатывающих производств, синтетических полимерных материалов неизвестной химической природы (возможно содержащих в макромолекулярной цепи ароматические кольца, например, полиэтилентерефталата и галоидированных полиолефинов, например, поливинилхлорида), отработанных химических источников тока (ОХИТ), остатков смазочно-охлаждающей жидкости (сож) после металлообработки, хирургических, стоматологических и других биологических отходов лечебных и научно-исследовательских организаций и учреждений и не сепарированных ТБО постепенно в течение нескольких часов необратимо происходит разрушение галоидированных ДО и ДПВ по схеме:

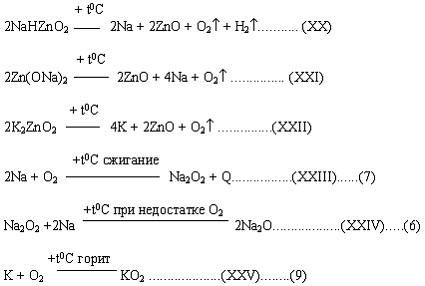
Наиболее опасные компоненты ОХИТ также разлагаются и протекает ряд процессов:
Zn+2NH4Cl+2MnO2=Zn(NH3)2Cl+H2O+Mn2O3.....(I) Zn+2NH4Cl+1/2O2=Zn(NH3)2Cl2+H2O......(II) Zn+NaOH+1/2O2=NaHZnO2......(III) Zn+CuO+NaOH=Zn(ONa)2+Cu+H2O......(IV) HgO+Zn+2KOH=Hg+K2ZnO2+H2O......(V) PbO2+H2SO4+Zn=PbSO4+ZnSO4+2H2O.......(VI) PbO2+2H2SO4+Cd=PbSO4+CdSO4+2H2O......(VII) PbO2+4HClO4+Pb=2Pb(ClO4)2+2H2O......(VIII) Ag2O+4KOH+Zn=2Ag+K2ZnO2+H2O......(IX) Cu2Cl2+Mg=2Cu+МgCl2......(X) 2AgCl+Mg=2Mg+MgCl2.....(XI) 6Mg+8H2O+C6H4(NO2)2=C6H4(NH2)2+6Mg(OH)2.....(XII) Mg+H2O+2MnO2=Mn2O3+Mg(OH)2......(XIII)
Итак, в начале процесса термообработки все эти компоненты, приведенные в уравнениях (I) - (XIII) постепенно переходят по мере нагревания массы в жидкое и далее в состояние, близкое к плазменному. В электротермическом генераторе (ЭТГ), где количественно преобладает углерод (С) в виде графита и чугун в виде элементарного Fe (при больших загрузках ТПО металлоперерабатывающих производств) до его окислов FeO, Fe2O, вода поступающая в реактор переходит в парообразное состояние. Протекают процессы:
H2O+CH2+CO.........(XIV)...........
То есть образуется водяной газ. При наличии паров воды, кроме того происходит процесс:

При этом следует заметить, что в верхней части реактора, где температура ниже преобладает процесс с образованием CO2 и H2. В нижней части реактора, где преобладает более высокая температура преобладают процессы и образуются продукты СО+Н2О. При этом СО оксид углерода образуется при очень высоких температурах, когда диоксид углерода СО2 неустойчив. Процесс образования водяного газа эндотермичен, поэтому углерод охлаждается. Однако, поскольку в реакторе температура t>+1000°С происходит процесс:
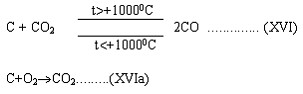
Процессы (XVI) и (XVIа) протекают при взаимодействии воздуха с раскаленным углеродом. В результате получается смесь СО+N2, т.е. образуется генераторный газ. В итоге в отходящих газах из реактора содержится водяной газ: СО+Н2 и генераторный газ СО+N2. Синтез аммиака из газообразных N2 и Н2 не происходит, т.к. этот процесс может происходить при низких температурах и при высоком давлении. При высоких температурах происходит разложение ОХИТ:
Q+NH4ClNH3+HCl...........(XVII)
Разложение Zn (NH3)2Cl2 происходит при его плавлении при нагревании по схеме:
![]()
Аналогично разрушается комплекс:
(Hg(NH3)2)Cl2..................
ZnCl2 в таких условиях выкипает . Однако по мере выхода из реактора ZnCl2 оседает (конденсируется) на сравнительно холодных поверхностях трубопроводов.
Синтез синильной кислоты HCN сильнейшего яда в данных условиях маловероятен, т.к. он происходит хотя и при нагревании до температуры t>+500-+600°С, но в присутствии особых катализаторов (диоксида церия СеО2 или в присутствии диоксида тория ThO2):
![]()
Ни того, ни другого катализатора у нас в системе нет. Кроме того, рабочая температура процесса значительно больше +500-+600°С.
Кроме того, возможно протекание следующих процессов:
ZnO при +1950° возгоняется при более высокой температуре, разлагается до Zn и O2:
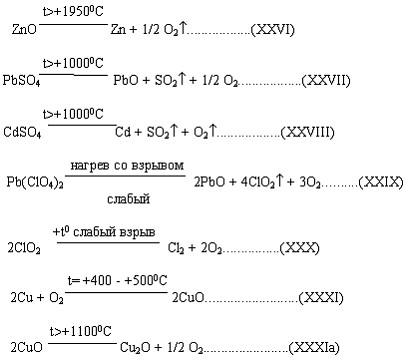
Хлористый магний MgCl2 сначала плавится при t=+718°С, затем при t=+1412°С кипит.
"Кальцинированная" сода, входящая в состав сож разлагается:
![]()
При высокотемпературной обработке ТБО образуются следующие вещества:
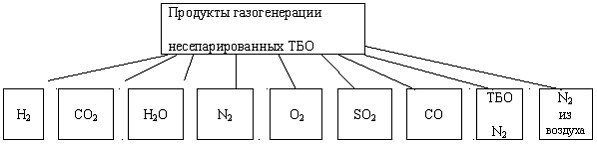
Вполне естественно из не сепарированных ТБО токсичных веществ не образуется, если не считать SO2, который может образоваться из ТБО (за счет термического разложения меркантанов). Из СОЖ продуктами газогенерации могут быть:

Таким образом при высокотемпературной переработке не сепарированных ТБО, остатков СОЖ продуктами газогенерации являются следующие компоненты:
- Так называемый генераторный газ: CO+N2;
- Так называемый водяной газ: СО+Н2.
В процессе электротермического воздействия на ОХИТ происходит также разложение фенилендиамина C6H4(NH2) до CO; CO2; N2 и H2. В кубовых остатках, в шлаке остается большой комплекс веществ, а именно:
- Железо и небольшое количество окислов его. Эти вещества составляют (в зависимости от соотношения загружаемых компонентов) значительную часть, возможно до 70-90% от общей массы шлака. В шлаке также должно содержаться небольшое количество MgSiO3 и CaSiO3 из ТБО, CuO и Cu2O; PbO; очень немного ZnCl2; Cd (почти в следах); MgO; Mn3O4 (Mn3O4 синтезируется по реакции:
![]()
- Кроме того в шлаке могут содержаться MgCl2 (частично выкипает при t=+1412°С) в следах NaOH; KOH; в следах Ag и AgCl (AgCl кипит при t=+1550°С) и Hg.
Продукты, которые образуются при разложении ОХИТ следующие:

Все возгоняющиеся продукты практически осаждаются на трубах в процессе охлаждения выделяющейся массы газагенератов и возгоняющихся веществ не доходят до барботеров-поглотителей. Таким образом, в тоже время при электротермической обработке всех ранее упомянутых отходов (отходов металло-перерабатывающих производств, несепарированных ТБО, ОХИТ, остатков СОЖ и биообъектов) между газообразными продуктами могут происходить следующие процессы:
SO2 + Cl2 = SO2Cl2..................(XXXIII).......
SO2Cl2 + 2H2O = H2SO4 + 2HCl..............(XXXIIIa)..........
нагревCl2 + H2O + Q = HCl + HClO...........(XXXIV).......
HCl + aq = HCl. aq + Q.................(XXXIVa)........
CO + Cl2 = COCl2.....................(XXXV)..............
Таким образом возможно образование оксохлорида углерода или фосгена. Под воздействием паров воды фосген медленно гидролизуется:
COCl2 + 2H2O ---- 2HCl + H2CO3.................(XXXVa)........
Самыми нежелательными процессами являются следующие:
- Образование хлора;
- Образование хлористого сульфурила;
- Образование оксохлорида углерода (фосгена).
Как подавить эти процессы? Самое реальное в наших условиях обильное орошение синтез - газа водой или даже барботирование синтез - газа через слой воды в барботерах так, чтобы в максимальной степени протекали процессы поглощения вредных газообразных веществ водой, а именно процессы (XXXIIIa), (XXXIV), (XXXIVa), (XXXVa). Тем не менее, чтобы полностью обезопасить течение процесса и исключить выброс в отходящих газах Cl2; SO2Cl2; COCl2 следует предусмотреть вторую и третью степень барботирования синтез - газа водой для полного поглощения вредных газов и протекания вышеупомянутых процессов на 100%. Кроме того, предлагается при вышеупомянутой загрузке отходов производить минимальную загрузку ОХИТ, которые являются самыми экологически опасными компонентами - генераторами хлора со всеми вытекающими последствиями в том числе и с возможностью образования галоидированных ДО и ДПВ.
Для разделения разбавленных кислот предлагаются следующие приемы:
После проведения каждой технологической операции производить анализ жидкости из соответствующих емкостей на наличие:
а) серной кислоты, H2SO4 на первых порах качественно введением водного раствора BaCl2 и наблюдением выпадения белого творожистого осадка BaSO4 по реакции: H2SO4+BaCl2=BaSO4+2HCl............(XXXVI)
и количественно по наличию сульфат - иона SO4--;
б) соляной кислоты HCl сначала качественно введением водного раствора AgNO3 и выпадением белого осадка AgCl по реакции:
HCl+AgNO3=AgCl+HNO3.................(XXXVII)
а затем количественно по наличию хлор иона;
в) угольной кислоты H2CO3 качественно введением BaCl2 или введением Ca(OH)2 и образованием осадков по реакциям:
BaCl2+H2CO3=BaCO3+2HCl..................(XXXVIII) H2CO3+Ca(OH)2=CaCO3+H2O
и количественно по наличию карбоний0иона.
В принципе возможны накладки всех процессов друг на друга. Это конечно может осложнить разделение кислот. Во всяком случае при введении BaCl2 могут происходить оба процесса (XXXVI) и (XXXVIII), т.е. могут осаждаться BaSO4 и BaCO3. Таким образом, применяя одни и те же реагенты можно жидкость из соответствующих емкостей (из поглотителей) подачей водного раствора BaCl2 перевести в технически слабый водный раствор соляной кислоты HCl.
5. КОНТРОЛЬ ЗАДАННОЙ КРУПНОСТИ НЕСОРТИРОВАННОЙ ГОРНОЙ МАССЫ
Строительные сооружения проектируют в настоящее время как с учетом требований к гранулометрическому составу горной массы, так и без учета этих требований. В первое случае контроль за качеством строительства сооружений ограничивается соблюдением прочностных характеристик предельной прочности камня на сжато, морозостойкости и пр., а во втором, кроме того, добавляется требование соблюдения нужною размера камня б составе горной массы. При этом контроль за качеством горной массы выполняю, по специальной методике.
Под горной массой понижается смесь из несортированного карьерного камня с фракциями различной крупности Представление о содержании этих фракций дает график гранулометрического состава. Однако требовать в производственных условиях отсыпку горной массы в соответствии с таким графиком гранулометрического состава нелогично, поскольку этим дискредитируется сама идея строительства сооружений и: несортированной горной массы. Поэтому требования к нужному составу горной массы можно ограничить двумя контрольными величинами: приведенным к форме шара диаметром камня 50%-ной обеспеченности, соответствующим графику гранулометрического состава, полученному в процессе строительного моделирования сооружения в волновых лотках и бассейнах или расчетом, и долен мелких фракции, опрeделяемой из графика допустимого зернового состава несортированной горной массы, приведенного в СНиПе П-57—75 п. 2. 18.
Контроль за требуемыми величинами осуществляют в контрольно-измерительных пунктах, организованных при каждом каменном карьере, поставляющем горную массу. Такой пункт должен 6ыть оснащен камнеразделительной установкой, бульдозером и автопогрузчиком. Камнеразделительная установка имеет две решетчатые платформы, расположенные одна под другой на расстоянии 0,75— 1,0 м и соединенные н пакет. Колебания пакету передаются от электровибратора.
Решетчатые платформы монтируют из рельсов, тавров, труб, уложенных с просветами 1,3 d50% (верхняя решетка) и 0,7 d50% , (нижняя решетка), где d50%, - требуемый диаметр камня.
Предполагается, что горная масса имеет зерновой состав, распределенный по нормальному закону в диапазоне диаметров камня 0 ÷ 2 d50% . Тогда применение двух решеток с просветами 1,3 d50% и 0,7 d50% позволяет определить диаметр камня d50% c относительной погрешностью 6 % Увеличение числа решеток усложняет работу, контрольно-измерительного пункта и не приводит к существенному уменьшению погрешности. Применение одной решетки pезко увеличивает погрешность определения диаметра камня d50% (до 75 %).
Горная масса, высыпаемая из самосвала на камнеразделительную установку, просеивается через обе решетки и образуют три кучи, объемы которых определяют ковшом автопогрузчика. В результате получают: V0,7, V0,7-1,3 и V1,3 - объемы куч с диаметрами камня соответственно меньше 0,7 d50%, 0,7—1,3 d50% и больше 1,3 d50% . При линейной аппроксимации кривой зернового состава в каждой куче оценка диаметра d50%, (d50% ) может быть приближенно получена по формуле
![]()
 (1)
(1)
где Q — масса привезенного автомашиной камня;
γm—удельная масса материала.
При принятых предположениях ошибка определяется d50%, вызванная применением двух решеток, может быть оценена как ошибка линейной интерполяции гауссовской кривой распределения зернового состава при четырех узлах интерполяции 0; 0,7 d50% l,3 d50%, 2 d50% . Такой подход позволив определить приведенные количественные значения oшибок при разных вариантах числа решеток в камнеразделительной установке и величин проемов. Итак, предлагаемый вариант является с этой точки зрения оптимальным.
Долю мелких фракций в горной массе определяют по формуле:
 (2)
(2)
Методика контроля зернового состава горной масы в карьере аналогична статистическим методам контроля качества протекции, принятым на промышленных предприятиях.
В каждом карьере в процессе экскавации объема взрыхленной взрывом породы производят случайную проверку ее в потоке автомашин. Проверке подлежит, каждый участок взорванной породы со сравнительно однообразным зерновым составом горной массы. Протяженность такого участка при объеме взрыва 25000 м3 не должна быть больше 50 м. Порядок отбора проб участков во времени соответствует пяти интервалам отгрузки взорванной породы: началу отгрузки, после отгрузки 25, 50, 75 % взорванной породы и перед завершением погрузки. Всего подвергают контролю пять проб (участков) на каждые 50 м взорванной породы. Так, при объеме взрыва 25000 м3 и протяженности взорванной массы 200 м получается 20 участков по 1250 м3, подлежащих проверке.
Следует проверить не менее двух-трех первых автомашин для каждого участка со сравнительно однообразным зерновым составом горной массы, что обеспечивает 95%-ный доверительный интервал для оценки d50% . Для каждой автомашины определяют значения d50% и наносят на диаграмму контроля зачеркнутыми кружками (см. рисунок). На диаграмме h = 0,3 d50% (разность d50% - 0,7 d50% ), а значение η =50% соответствует требованиям СНиП II-57—75 к зерновому составу горной массы.
После проверки двух-трех автомашин определяют осреднением оценок d50% для контролируемого учacткa. Полученная величина отмечается на диаграмме контроля в столбце, соответствующем машине №2, незачеркнутым кружком (см. рисунок).
Название карьера | № взрыва |
dср dср-h | • | ||||||||||||||||
° | • | ||||||||||||||||
• | |||||||||||||||||
75% ηm 50% 25% | |||||||||||||||||
• | • | • | |||||||||||||||
№ машин | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 |
Участок считается годным для сыпки в строительное сооружение, если полученая величина больше d50% - h и для всех контрольных автомашин величины η меньше 50 %. Если эти условия не соблюдаются, то горную массу направляют для отсыпки в конструктивные элемнеты сооружения, которые не требуют определеного зерного сотава.
По это методике для контроля взрыва объемом 25 000 м3 протяженностью взорванной массы 200 м потребуется проверить от 40 до 60 машин . Если объем порды в одной машине 10 м3, то контролировать следует 1,6 ÷ 2,5 % общего числа машинорейсов. Целесообразно вести постоянный визуальный контроль зернового состава отгружаемой горной массы в карьере и при возникновении подозрений об изменении состава производить по той же методике внеочередной контроль.